


-
PTFE醫療內(nèi)襯管的(de)産品加工及表面處理(lǐ)簡介【PTFE Liner為(wèi)代表的(de)含氟聚合物的(de)蝕刻處理(lǐ)介紹】
-
三類高(gāo)端彈性體【TPEE、TPU、TPV】的(de)主要性能以及應用比較
-
有(yǒu)關PEEK(聚醚醚酮),你一(yī)定要知道(dào)Victrex(威格斯)這家公司! 上海勁孚化工
-
上海勁孚:八周年(nián) 生日快樂(yuè)(2023-10-08)!乘風破浪,從入局者到領航者,一(yī)直創造着屬于自(zì)己的(de)傳奇故事!
-
大金與科(kē)慕(杜邦)氟樹脂常見型号的(de)物性等同歸納、對比【Daikin大金氟塑料與Chemours科(kē)慕氟塑料等同牌号分類、簡要點評】
新聞動态 News

客服QQ :1356304191
聯系電話:021-57629631
電子(zǐ)郵箱:jinfu@shjinfu.com.cn
上海勁孚化工科(kē)技有(yǒu)限公司
www.shjinfu.com.cn(上海勁孚化工科(kē)技 021-57629631)--亞太地(dì)區(氟)化工原料與特種新材料專業供應商(shāng)。
公司緻力于氟樹脂工業與其他特種新材料産業的(de)前沿技術與銷售,目前主要經營氟塑料(PTFE/FEP/PFA/ETFE/PVDF等)、色母、氟塗料、PEEK、芳綸、碳纖維、玻璃纖維、功能性化學(xué)品及其他特種新材料。
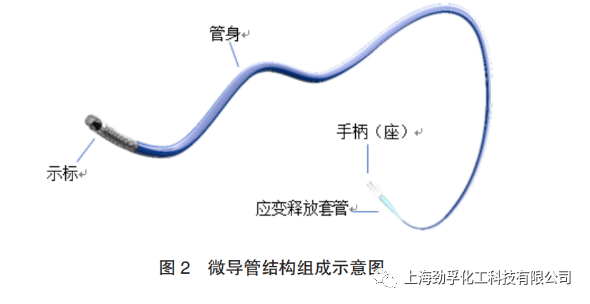
導管種類及精密醫用導管原材料特性 一(yī)、精密醫用導管 精密醫用導管是連通人體內(nèi)外的(de)管腔制品的(de)總稱,有(yǒu)金屬、塑料、橡膠等不同材料産品。 精密醫用導管具有(yǒu)尺寸微小、形狀複雜、幾何精度要求高(gāo)、衛生指标高(gāo)、生化穩定性高(gāo)等特點。 二、原材料 醫用導管材料多種多樣,這些材料包括:矽橡膠、聚氨酯及其嵌段共聚物,聚四氟乙烯,聚乙烯,聚丙烯,聚氯乙烯,聚甲基丙烯酸甲酯、聚氨酯,聚對苯二甲酸乙二醇酯、尼龍、ABS、聚碳酸酯等。 三、導管種類 醫用導管種類繁多,材料各異。根據結構和(hé)作用特點,導管分為(wèi)普通導管和(hé)特殊導管兩類。與導管配套使用的(de)有(yǒu)鞘管、腔內(nèi)支架等。 (1)普通導管 普通導管為(wèi)一(yī)段具有(yǒu)一(yī)定長(cháng)度的(de)塑料管,前斷漸細以便于插入血管;尾部與注射針頭尾端相同,以便于與注射器相連接。 (2)特殊導管 特殊導管的(de)形狀和(hé)構造相對比較複雜,所完成的(de)醫療功能也是多種多樣。特殊導管包括:球囊導管、 其他導管(引導導管、同軸導管、微導管等。) (3)鞘管 鞘管又稱導管鞘,主要用于引導導管、球囊導管或其他血管內(nèi)器具順利地(dì)進入血管。 (4)管腔內(nèi)支架 管腔內(nèi)支架可(kě)以解決球囊擴張所導緻的(de)內(nèi)膜損傷及彈性回縮等問題。 管腔內(nèi)支架包括自(zì)展式內(nèi)支架、球囊擴張式內(nèi)支架)、熱記憶式內(nèi)支架、可(kě)回收式內(nèi)支架等。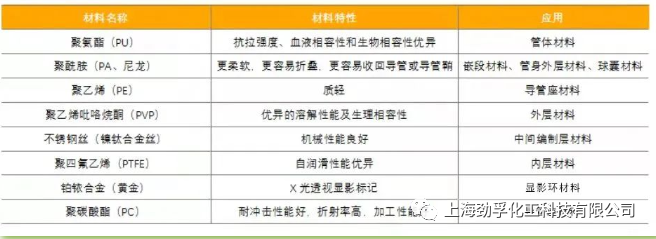
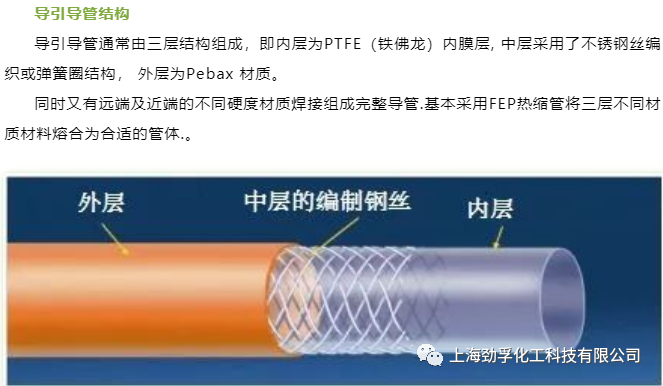
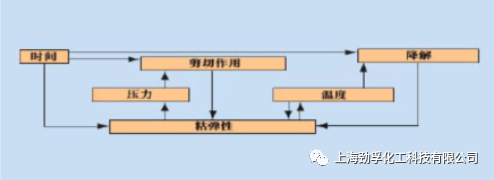
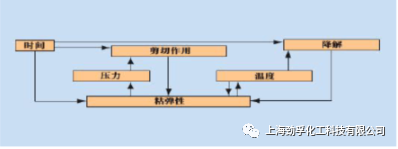
常用精密醫用導管 1、中心靜脈導管 中心靜脈導管一(yī)般采用醫用級聚氨酯制造,具有(yǒu)極好的(de)生物相容性。導管在X光下清晰可(kě)見,并配以特制的(de)柔性軟頭,可(kě)最大限度地(dì)避免血管損傷。 (2)透析導管 透析導管是專門用于血液透析的(de)一(yī)種導管,它為(wèi)中心靜脈導管與透析儀的(de)連接提供了安全有(yǒu)效的(de)通道(dào)。透析導管多采用醫用級聚氨脂制成,具有(yǒu)高(gāo)彈性和(hé)極好的(de)生物相容性。科(kē)學(xué)的(de)孔腔設計使導管具有(yǒu)良好的(de)剛性和(hé)小的(de)液流阻力;同時配有(yǒu)直頭、變外延管、彎管體等各種型号的(de)導管供選擇。 (3)動脈導管鞘 動脈導管鞘主要是用于為(wèi)導管置入人體提供一(yī)個安全有(yǒu)效的(de)通道(dào)。 (4)快速交換PTCA球囊擴張導管 快速交換PTCA球囊擴張導管是用于治療冠狀動脈狹窄的(de)球囊擴張導管。為(wèi)冠心病介入手術提供了最先進的(de)介入器械。 連接導管和(hé)球囊的(de)那一(yī)段軟管采用特殊的(de)新型材料制成,軟硬适度,可(kě)靈活的(de)适應血管的(de)彎曲,使導入順利。導管采用雙腔導管設計,外腔用于球囊充氣膨脹,內(nèi)腔用來導絲引導導管到達和(hé)穿過需要擴張的(de)狹窄血管。 (5)管腔內(nèi)支架 管腔內(nèi)支架在治療二尖瓣狹窄、心肌梗塞、結石或腫瘤導緻。 OEM廠商(shāng)選購導管時不能隻考慮尺寸大小,還必須确保擠出導管符合具體醫療器械應用的(de)性能要求。 大多數醫用導管說明書都包括一(yī)張注明導管材料、尺寸和(hé)公差的(de)圖紙。對于單腔導管,圖紙中通常包括下列3個尺寸中的(de)兩種:內(nèi)徑(ID)、外徑(OD)和(hé)管壁厚度,以及相應的(de)公差。除繞成線軸、長(cháng)度連續的(de)導管外,均應注明導管長(cháng)度和(hé)公差。說明書上還可(kě)能注明包裝要求、尺寸公差檢驗的(de)抽樣方法以及導管的(de)清潔要求,如(rú)“導管表面不得接觸污物、油脂”等。極少數說明書中還标明了導管特性或導管加工參數。 人們通常誤以為(wèi)隻要導管用料正确且尺寸符合要求,每批的(de)導管就完全相同,而無需考慮供應商(shāng)是誰。盡管有(yǒu)時的(de)确如(rú)此,但有(yǒu)時各批導管之間會有(yǒu)差異。這種差異并不顯著、通常難以識别,甚至在後續的(de)質量檢查中也無法發現。但其實加工參數以及所用的(de)導管擠出設備的(de)重要性與導管尺寸相比有(yǒu)過之而無不及。 因此,擠出導管供應商(shāng)和(hé)OEM廠商(shāng)都應該了解擠出工藝以及其參數對于不同導管加工材料的(de)意義。 擠出與降解 在高(gāo)端診斷和(hé)治療導管市(shì)場上,醫用導管加工工藝極為(wèi)重要。市(shì)場壓力促使導管制造商(shāng)設計的(de)器械越來越小、管壁越來越薄。 此類管材應用如(rú):高(gāo)壓導管管材、血管成形導管和(hé)支架輸送導管管材以及用于醫用球囊,特别是高(gāo)壓血管成形和(hé)支架輸送球囊的(de)球囊管材。 此外,還包括植入或插入體內(nèi)的(de)導管,以及導管的(de)機(jī)械、物理(lǐ)、化學(xué)、電或熱屬性對于最終器械的(de)功能十分關鍵的(de)其它産品。 擠出過程中的(de)降解會極大地(dì)影響最終醫用導管的(de)特性。聚合物是極大的(de)分子(zǐ)構成,其獨特的(de)應用性能取決于分子(zǐ)大小或者分子(zǐ)量。這些大分子(zǐ)分解的(de)過程稱為(wèi)降解。 聚合物降解到某種程度即會改變導管的(de)特性,如(rú):抗張強度、脆性、彈性和(hé)變色性。要了解降解,就要先了解擠出過程中發生的(de)各種相互作用。 圖1概括了這些相互作用。 圖1. 擠出過程中發生的(de)各種相互作用,這些作用組合起來可(kě)導緻材料降解。 許多原因可(kě)導緻擠出過程中發生降解。 材料幹燥不當或加熱過度(即熔化聚合物的(de)溫度過高(gāo))可(kě)導緻降解。 材料剪切過度(即螺杆速度過高(gāo)或者螺杆設計不當)或聚合物熔融時間過長(cháng)(即停留時間過長(cháng))也是引起降解的(de)原因。 聚合物性質變化主要是由于這些因素會改變聚合物的(de)化學(xué)成分。一(yī)些如(rú)聚對苯二甲酸乙二酯(PET)的(de)聚合物對于加工參數十分敏感,易于降解,而另一(yī)些聚合物如(rú)聚乙烯則具有(yǒu)很好的(de)耐受性。 降解會使大多數聚合物變脆,并降低(dī)抗張強度,縮短(duǎn)最終産品的(de)使用壽命。 擠出時發生降解的(de)另一(yī)個原因是進行(xíng)多次熔加工。 例如(rú): 某些醫用導管加工材料必須進行(xíng)預混。也就是說,基礎材料熔化後先與其他材料如(rú)着色劑、不透射線填料、穩定劑或加工助劑混合。為(wèi)了确保各成分充分分散,預混過程通常需要單獨的(de)擠出操作。 該操作會使材料在導管擠出工藝之外再度導緻累積熱和(hé)累積剪切。 任何一(yī)步發生操作不當,都會導緻導管降解。 擠出流程概覽 擠出生産線由若幹設備組成。醫療擠出生産線的(de)主要設備包括樹脂幹燥系統、擠出機(jī)、模具、冷卻槽、牽引機(jī)以及切割機(jī)或卷取機(jī)。 幹燥 擠出工藝的(de)第一(yī)步通常是幹燥聚合物,這是擠出流程中的(de)重要一(yī)環。醫療器械行(xíng)業中使用的(de)很多聚合物都具有(yǒu)吸濕特性,也就是說這些材料易于吸收環境中的(de)水分。吸濕性聚合物必須充分幹燥後方可(kě)進行(xíng)熔融擠出或混合。 不同材料需要不同的(de)幹燥方法,材料的(de)幹燥溫度取決于材料的(de)耐熱性。 一(yī)般來說,幹燥溫度在120˚至350˚F之間,幹燥時間為(wèi)1至4小時或者更長(cháng)。 一(yī)些材料對水分極為(wèi)敏感,必須小心幹燥。例如(rú):PET的(de)幹燥方法對擠出工藝極為(wèi)關鍵,因為(wèi)極微量的(de)水分即可(kě)毀壞PET。其他聚合物的(de)幹燥較為(wèi)容易,不需要過多的(de)檢測。 材料幹燥時間過短(duǎn)或幹燥溫度過低(dī)可(kě)導緻幹燥不充分。殘留水分會導緻聚合物在擠出過程中發生水解。水解是一(yī)種降解過程,會大大降低(dī)聚合物的(de)分子(zǐ)量。醫療擠出工藝中發生的(de)聚合物幹燥不充分通常是因為(wèi)制造商(shāng)每天隻通過一(yī)、兩個幹燥器處理(lǐ)多種材料。這時,由于材料幹燥時間短(duǎn),聚合物很可(kě)能會無法充分幹燥。 制造商(shāng)經常要求同一(yī)尺寸的(de)導管具有(yǒu)不同的(de)等級或材料硬度。如(rú)果制造商(shāng)沒有(yǒu)3個獨立的(de)幹燥器進行(xíng)3種材料的(de)預幹燥,那麽第2種和(hé)第3種材料擠出前就無法完全幹燥。在這種情況下,不知情的(de)制造商(shāng)可(kě)能就會根據部分降解的(de)材料進行(xíng)評估,因而選錯産品的(de)生産材料。 過度幹燥是醫用導管擠出時的(de)另一(yī)個問題。 很多醫療擠出生産線産量很低(dī)或者生産速度很慢,每小時僅能出産1至10磅成品。而醫用擠出機(jī)配備的(de)商(shāng)用樹脂幹燥器往往尺寸過大。因此,材料可(kě)能會在幹燥器中滞留24小時以上。 如(rú)果監測不當,材料就會幹燥過度,從而導緻某些材料發生熱降解。 尼龍和(hé)聚碳酸酯等很多聚合物對于過度幹燥都很敏感。大多數樹脂供應商(shāng)都會為(wèi)其材料規定最低(dī)的(de)幹燥時間和(hé)溫度。必須嚴格遵守這些幹燥建議,這樣材料擠出前才能充分幹燥。一(yī)般采用幹燥劑型幹燥器進行(xíng)适當的(de)幹燥。這些幹燥器必須定期維護、清洗、測試和(hé)校準,以确保性能完好。 擠出機(jī) 擠出機(jī)是一(yī)種熔化和(hé)泵送機(jī)器。它可(kě)将固體顆粒均勻熔融并以恒定的(de)速度推動材料通過模具。螺杆機(jī)械作用産生的(de)摩擦熱加上擠出機(jī)受熱機(jī)筒傳來的(de)熱量,可(kě)将材料熔化。 圖2. 标準醫用導管擠出生産線示意圖 擠出模具 擠出模具位于擠出機(jī)末端,塑造出導管的(de)最初形狀。模具是聚合物離(lí)開擠出機(jī)進入冷卻箱的(de)分界點。導管模具一(yī)般包括兩大部件:形成導管內(nèi)徑的(de)心軸或尖端以及形成導管外徑的(de)模具或套環。模具和(hé)心軸位于擠出頭內(nèi)。 事實上,有(yǒu)很多公司生産擠出頭和(hé)模具,而且很多擠出公司開發出專利的(de)擠出頭、模具和(hé)心軸。這些部件的(de)設計對于擠出工藝中精确的(de)加工尺寸和(hé)保持材料的(de)正确物理(lǐ)性質極為(wèi)關鍵。模具和(hé)心軸的(de)尺寸與最終導管的(de)尺寸之間的(de)關系稱為(wèi)牽伸比(見圖3)。 圖3. 産生牽伸比的(de)擠出工藝 管壁超薄的(de)微直徑醫用導管很難通過一(yī)般的(de)擠出頭和(hé)模具進行(xíng)擠出。通常,模具中材料的(de)粘性很高(gāo),而且模具間隙很小,以至于操作人員必須提高(gāo)聚合物溫度,以便降低(dī)材料的(de)粘性,從而使材料順暢地(dì)通過模具。但是提高(gāo)聚合物溫度會極大地(dì)改變材料的(de)性質。 許多客戶定制的(de)擠出機(jī)通過高(gāo)牽伸比設計克服了高(gāo)精度微直徑薄壁導管的(de)生産難題。這大幅提高(gāo)了尺寸精度,加快了流程速度,簡化了模具(模具和(hé)心軸)的(de)制造。但是,高(gāo)牽伸比加工也使最終的(de)導管具有(yǒu)極大的(de)定向和(hé)殘餘應力和(hé)張力。這種定向性可(kě)大大提高(gāo)抗張強度,減少導管沿機(jī)器方向的(de)延長(cháng)。 此外,由于導管周向應力的(de)降低(dī),爆破壓力也随之下降。而高(gāo)牽伸比帶來的(de)殘餘應力會在緊接的(de)熱處理(lǐ)和(hé)滅菌工藝中以及在自(zì)然或加速老化過程中引發諸多問題。熱處理(lǐ)可(kě)釋放擠出過程中積累的(de)應力,緻使導管長(cháng)度縮短(duǎn)、直徑和(hé)壁厚增大。 冷卻 擠出冷卻過程是緊接的(de)又一(yī)個關鍵步驟。聚合物的(de)冷卻很重要,不同的(de)冷卻環境會導緻聚合物的(de)物理(lǐ)性質和(hé)形态結構相差甚大。例如(rú):許多聚合物都是半晶體,換句話說,這些聚合物含有(yǒu)非晶區和(hé)結晶區。 聚合物脫離(lí)模具進行(xíng)冷卻時,快速冷卻和(hé)淬火可(kě)延緩甚至完全抑制材料結晶。而慢速冷卻會導緻高(gāo)度結晶化或者超大晶體的(de)結構。在某些醫療應用中,如(rú)球囊生産,擠出導管在進行(xíng)球囊成形加工前必須是非晶體結構。因此,必須确保采用的(de)冷卻參數不會使導管在擠出過程中發生結晶。 其它産品,如(rú)PEEK導管,擠出時材料必須是晶體結構。這可(kě)确保導管能保留PEEK所能達到的(de)熱、物理(lǐ)和(hé)機(jī)械特性。對于聚乙烯和(hé)聚丙烯等材料,有(yǒu)時需要盡量降低(dī)導管的(de)結晶程度,以改善其透明度和(hé)柔性。 而有(yǒu)時則需要提高(gāo)結晶量以改善硬度和(hé)光滑度。 大多數制造商(shāng)通過充水冷卻槽對脫離(lí)模具的(de)聚合物進行(xíng)冷卻。這種方法一(yī)般用于自(zì)由擠出或者通過真空定型箱進行(xíng)。但是,兩種方法都是通過聚合物與箱中水接觸達到冷卻的(de)目的(de)。水溫、箱中的(de)水循環、冷卻槽的(de)長(cháng)度以及流程速度都可(kě)影響冷卻過程,從而影響最終導管的(de)物理(lǐ)性質。 冷卻槽的(de)水溫控制對很多産品而言都極為(wèi)關鍵。但是許多制造商(shāng)根本不使用控溫器;有(yǒu)些則僅對冷卻水進行(xíng)粗略的(de)溫度控制。缺少溫度控制可(kě)導緻各批次之間以及同一(yī)批次首尾之間的(de)聚合物冷卻速率明顯不同。 使用自(zì)來水進行(xíng)冷卻的(de)制造商(shāng)會發現不同季節時進水水溫會浮動30°F甚至更多。 此外,冷卻槽中會産生熱點,特别是在聚合物最初進入的(de)部位。實際上,即使采用了精密控溫器,冷卻槽中的(de)水進行(xíng)充分循環仍然很重要。如(rú)果水槽中水體流動不充分,時間一(yī)長(cháng)就産生熱點,而制造商(shāng)卻毫不知情。 許多醫用擠出生産線配套銷售的(de)冷卻槽體積過小,可(kě)能不适合長(cháng)時間生産運行(xíng)、也不适合擠出生産大直徑或厚壁導管、或高(gāo)速擠出小型薄壁導管(此時導管在箱中停留時間不足,導管無法充分冷卻)的(de)需要。流程速度過快或者冷卻槽過短(duǎn)也會導緻導管在冷卻箱中停留時間不足。如(rú)果導管過早脫離(lí)擠出流程,而導管內(nèi)部溫度仍然很高(gāo),冷卻過程會自(zì)動逆轉,也就是說,導管會由內(nèi)而外重新升溫,因為(wèi)此時導管中心冷卻不足。這種冷卻逆轉會引發導管各處物理(lǐ)性質的(de)不同。 擠出設備及其重要性 導管采購商(shāng)必須了解自(zì)己的(de)供應商(shāng)是否擁有(yǒu)生産高(gāo)端醫療器械導管的(de)專業技術和(hé)設備。在過去(qù)的(de)5年(nián)中,許多生産工業擠出制品的(de)企業紛紛進入醫療擠出制品市(shì)場,因為(wèi)他們發現該領域的(de)利潤要高(gāo)于工業擠出産品。 但是,通常這些制造商(shāng)的(de)擠出機(jī)對于生産醫用導管來說過于龐大,而使用過大的(de)擠出機(jī)生産醫用導管會導緻聚合物停留時間過長(cháng)。對許多材料來說,這會引起熱降解。 此外,一(yī)些導管制造商(shāng)使用的(de)設備陳舊(jiù)不堪或者無法按照醫療器械行(xíng)業規定的(de)标準進行(xíng)維護。許多舊(jiù)式擠出生産線不具備先進的(de)控制系統,因而加工溫度等參數波動很大。這種波動可(kě)導緻熱處理(lǐ)效果不一(yī)緻,因而同一(yī)次運行(xíng)或者兩次運行(xíng)生産的(de)導管性質也會不同。 設備即使設計合理(lǐ),但若維護不當或者校準錯誤也會出現上述情況。例如(rú):擠出生産線上控溫器的(de)工作溫度為(wèi)300˚至600˚F甚至更高(gāo)。若控溫器偏差1%,則500˚F時溫度偏差5˚。若偏差5%,則500˚F時溫度偏差25˚。對某些材料來說,10˚的(de)變化即可(kě)導緻導管性質發生顯著的(de)變化。 醫用導管制造商(shāng)一(yī)般擁有(yǒu)超小型擠出機(jī)。但是醫療器械需要的(de)導管直徑經常又超出這些小型擠出機(jī)的(de)設計生産範圍。這時,制造商(shāng)會以很高(gāo)的(de)螺杆速度運行(xíng)擠出生産線,使其達到最大産量。對于許多剪切敏感性聚合物來說,這是不利的(de)。剪切敏感性聚合物熔化時螺杆轉速過高(gāo)會導緻聚合物降解,就像聚合物加熱時間過長(cháng)或者溫度過高(gāo)也會導緻降解一(yī)樣。因此制造商(shāng)必須認識到擠出過程中會發生無數的(de)相互反應。 質量問題 OEM廠商(shāng)必須确定對采購的(de)導管應進行(xíng)何種測試,并且指定制造商(shāng)應進行(xíng)的(de)測試種類。 測試種類應取決于産品的(de)最終使用要求。 制造商(shāng)應選擇ISO9001:2000或ISO13485認證的(de)擠出企業作為(wèi)合作夥伴。但是ISO認證并不保證企業生産高(gāo)質量的(de)導管。 ISO質量管理(lǐ)體系僅能保證企業的(de)運轉達到了某一(yī)最低(dī)要求。 OEM廠商(shāng)還需要調查擠出企業的(de)專業技術水平,還應确保擠出企業擁有(yǒu)最先進的(de)生産設備和(hé)訓練有(yǒu)素的(de)員工,并且确保該企業已經具有(yǒu)生産産品的(de)正确工藝。



“一(yī)代材料,一(yī)代工業”---材料強,則工業強;工業強,則國(guó)強。上海勁孚化工科(kē)技有(yǒu)限公司,真誠期待與天下人分享交流各種特種新材料。(識别下圖中二維碼,微信關注“上海勁孚化工科(kē)技有(yǒu)限公司”微信公衆号吧(ba))
聯系電話:021-57629631 電子(zǐ)郵箱:jinfu@shjinfu.com.cn
客服QQ:1356304191 銷售部經理(lǐ)電話:150-2641-6787(同微信)

